
《纬编三色提花面料及其生产方法.pdf》由会员分享,可在线阅读,更多相关《纬编三色提花面料及其生产方法.pdf(5页完成版)》请在专利查询网上搜索。
2、名称 一种纬编三色提花面料及其生产方法 (57)摘要 发明人提供了一种纬编三色提花面料的生 产方法, 所述纬编三色提花面料的坯布包括上表 面、 中间层和下表面; 其中下表面采用第一纱线 和第二纱线进行混合织造, 下表面包括第一纱线 区域、 第二纱线区域和混合纱线区域, 形成三个 不同区域; 采用纬编双面提花机8针路循环织造, 电脑提花; 针盘针采用12的排针方式; 针筒针采 用11的排针方式; 其中, 针盘三角排列如下: 将坯布进行染 色, 三个不同区域形成不同颜色, 得到下表面三 色的纬编三色提花面料。 本技术方案织造具有厚 度的纬编三色提花面料将三明治结构与单层提 花相结合, 染色后既实现。
3、了面料颜色上的变化, 又使得面料具有厚重感的同时实现了低克重。 权利要求书1页 说明书2页 附图1页 CN 111334920 A 2020.06.26 CN 111334920 A 1.一种纬编三色提花面料的生产方法, 其特征在于, 所述纬编三色提花面料的坯布包 括上表面、 中间层和下表面; 其中下表面采用第一纱线和第二纱线进行混合织造, 下表面包 括第一纱线区域、 第二纱线区域和混合纱线区域, 形成三个不同区域; 采用纬编双面提花机 8针路循环织造, 电脑提花; 针盘针采用12的排针方式; 针筒针采用11的排针方式; 其中, 针盘三角排列如下: 将坯布进行染色, 三个不同区域形成不同颜色,。
4、 得到下表面三色的纬编三色提花面料。 2.根据权利要求1所述的生产方法, 其特征在于, 所述第一纱线和第二纱线对特定的染 料具有不同的染色亲和性。 3.根据权利要求2所述的生产方法, 其特征在于, 所述第一纱线采用涤纶, 所述第二纱 线所述的生产方法, 其特征在于, 在所述下表面的织造过程中, 混入一 根氨纶。 5.根据权利要求1所述的生产方式, 其特征在于, 在织造过程中, 2、 6路针盘针全出, 2、 6 路针筒针不参与工作。 6.一种纬编三色提花面料, 其特征在于, 由权利要求1-5中任一项所述生产方法生产得 到。 权利要求书 1/1 页 2 CN 1113。
5、34920 A 2 一种纬编三色提花面料及其生产方法 技术领域 0001 本发明属于纬编面料技术领域, 更具体地涉及一种纬编三色提花面料及其生产方 法。 背景技术 0002 三色提花面料是色彩绚丽, 图案多变的高档服装面料。 现有技术中的三色提花面 料, 存在克重轻, 没有厚度感, 不适合做秋冬服装的问题。 若采用D 值高的纱线进行高密度 织造, 满足厚度感和克重的要求, 但又存在单价高, 不适合大众消费的问题。 发明内容 0003 鉴于背景技术存在的上述技术问题, 需要提供一种纬编三色提花面料及其生产方 法, 所述纬编三色提花面料能够呈现出提花效果、 色彩丰富、 一体成型和透气性强的科技感 。
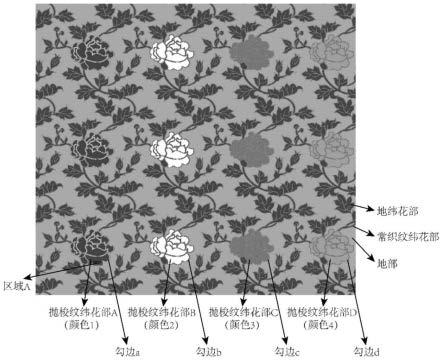
6、和时尚感。 0004 为实现上述目的, 在本发明的第一方面, 发明人提供了一种纬编三色提花面料的 生产方法, 所述纬编三色提花面料包括上表面、 中间层和下表面; 所述纬编三色提花面料采 用纬编双面提花机8针路循环织造; 针盘针采用12 的排针方式; 针筒针采用11的排针方式; 0005 其中, 针盘三角的配置如下: 0006 0007 0008 将织造所得到的坯布进行染色, 三个不同区域形成不同颜色, 得到下表面三色的 纬编三明治三色提花面料。 0009 进一步地, 所述第一纱线和第二纱线对特定的染料具有不同的染色亲和性。 0010 进一步地, 第一纱线采用涤纶, 第二纱线、 进一步地, 在所述下表面的织造过程中, 混入一根氨纶。 0012 进一步地, 在织造过程中, 2、 6路针盘针全出, 2、 6路针筒针不参与工作。 0013 在本发明的第二方面,凯发国际官网 发明人提供了一种纬编三色提花面料, 由本发明的第一方 面的生产方法生产得到。 0014 区别于现有技术, 上述技术方案将三明治结构与单层提花相结合, 织造具有厚度 的纬编三明治三色提花坯布, 坯布染色后既实现了面料颜色上的变化, 又使得面料具有厚 重感的同时实现了低克重。 避免了织造后进行印花, 节省了工序, 达到了节能减排的目的。 附图说明 0015 图1为实施例1所述纬编三明治三色提花面料所示匠意图(从下到上)。
8、; 0016 图中符号说明: 0017 1、 表示成圈 0018 2、 表示集圈 说明书 1/2 页 3 CN 111334920 A 3 0019 3、 空格表示浮线 下面详细说明本发明第一方面所述纬编治三色提花面料的生产方法和第二方面 所述纬编三色提花面料。 0021 实施例1一种纬编三色提花布料 0022 采用纬编双面提花机8针路循环织造得到, 电脑提花; 提花机机型为 34” 28G72G。 所述纬编双面提花机的针盘采用12的排针方式; 针筒针采用11的排针方式; 0023 其中, 针盘三角配置如下: 0024 0025 0026 而针筒针采用电脑提花自动配三角。
9、, 采用图1所示匠意图。 0027 具体在织造过程中, 将上述组织排针方式和匠意图输入电脑软件, 及配色将原料 纱线接入相应纱路数, 进行织造, 即可得到纬编三明治三色提花面料白坯。 0028 本实施例中, 第一纱线为涤纶, 第二纱线为棉纱。 在其他实施例中, 还可采用锦纶、 麻料、 羊毛等材质为原料的纱线, 配合不同的特定染料。 0029 在织造过程中, 2、凯发国际官网 6路针盘针全出, 2、 6路针筒针不参与工作。 0030 第2、 6路采用150D的涤纶混合30D的氨纶在上表面成圈。 0031 第3、 7路采用75D的涤纶加20D的氨纶和4、 8路进行织造在下表面成圈, 4、 8路采用 采用棉纱在。
10、下表面形成浮线D的涤纶鱼丝在中间层集圈, 连接坯布的上下表面, 同时有空气层 的作用, 可以增加保暖性。 0033 织造得到的纬编三色提花面料坯布为将三明治与单层提花相结合, 包括上表面、 中间层和下表面其中下表面为布料的正面, 包括棉纱区域、 涤纶区域和棉纱涤纶混合区域, 坯布在对棉纱和涤纶用特定染料进行染色后, 正面呈现出三色的技术效果。 同时, 布料为三 明治结构, 具有一定的厚度而克数较轻。 染色后既实现了面料颜色上的变化, 又使得面料具 有厚重感, 同时实现了低克重。 避免了织造后进行印花, 节省了工序, 达到了节能减排的目 的。 0034 需要说明的是, 尽管在本文中已经对上述实施例进行了描述, 但并非因此限制本 发明的专利保护范围。 因此, 基于本发明的创新理念, 对本文所述实施例进行的变更和修 改, 或利用本发明说明书及附图内容所作的等效结构或等效流程变换, 直接或间接地将以 上技术方案运用在其他相关的技术领域, 均包括在本发明的专利保护范围之内。 说明书 2/2 页 4 CN 111334920 A 4 图1 说明书附图 1/1 页 5 CN 111334920 A 5 。
